智能制造實(shí)驗(yàn)室教學(xué)設(shè)備
聯(lián)系方式見右側(cè)懸浮框
中人教儀廠專業(yè)為客戶提供【智能制造實(shí)驗(yàn)室教學(xué)設(shè)備,柔性制造實(shí)訓(xùn)教具】的實(shí)訓(xùn)室建設(shè)方案,對(duì)【智能制造實(shí)驗(yàn)室教學(xué)設(shè)備,柔性制造實(shí)訓(xùn)教具】施行三包售后服務(wù),如果您對(duì)我們的【智能制造實(shí)驗(yàn)室教學(xué)設(shè)備,柔性制造實(shí)訓(xùn)教具】有不了解的地方,請(qǐng)咨詢我們客服或來電咨詢,我們將竭誠為您服務(wù)。
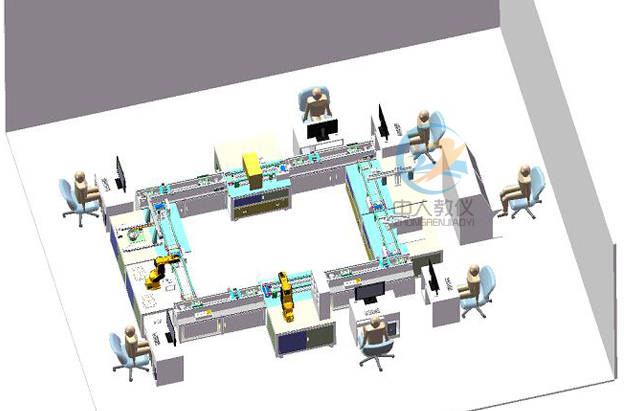
ZRFMS-550環(huán)形智能制造實(shí)訓(xùn)系統(tǒng)
平臺(tái)布置示意圖
1.3、氣電系統(tǒng)需求
1.3.1、氣源
空壓機(jī)主要參數(shù)
1)功率≥750W;
2)壓力≥0.7MPa;
3)排氣量≥60L/Min;
4)容量≥18L;
5)外形尺寸:450×210×450mm,長、寬、高偏差在±5mm以內(nèi)。
1.3.2、電源
1)輸入電源:單相三線AC220V ±10% 50Hz,裝置容量:<5kVA;
2)工作環(huán)境:環(huán)境溫度范圍為-5℃~+40℃ 相對(duì)濕度<85%(25℃)
1.3.3、系統(tǒng)
液壓泵主要參數(shù)
1)功率≥550W;
2)電機(jī):220V加電容;
3)工作壓力≥6.3MPa;
4)油箱容量≥7L;
5)高壓流量≥0.27L/Min;低壓流量≥1L/Min。
智能制造實(shí)訓(xùn)系統(tǒng)(六工站),智能智造生產(chǎn)線實(shí)訓(xùn)系統(tǒng)總體方案介紹
2.1、標(biāo)準(zhǔn)工作臺(tái)設(shè)計(jì)模塊化柔性自動(dòng)化生產(chǎn)線實(shí)訓(xùn)系統(tǒng)是一種最為典型的系統(tǒng),適合相關(guān)專業(yè)學(xué)生進(jìn)行工程實(shí)踐、課程設(shè)計(jì)及初上崗位的工程技術(shù)人員進(jìn)行培訓(xùn)。本次方案對(duì)柔性線進(jìn)行模塊化設(shè)計(jì),由多個(gè)獨(dú)立的工作站組成,其中各站的工作臺(tái)進(jìn)行標(biāo)準(zhǔn)化設(shè)計(jì)。標(biāo)準(zhǔn)工作臺(tái)由標(biāo)準(zhǔn)工作臺(tái)機(jī)體、標(biāo)準(zhǔn)上層輸送線、標(biāo)準(zhǔn)下層輸送線三部分組成。
說明:
1)標(biāo)準(zhǔn)工作站臺(tái)面采用15MM鋁板;
2)底部焊接機(jī)架采用50X50X3.2方管;
3)抽屜采用三節(jié)導(dǎo)軌,可全部打開,方便實(shí)訓(xùn)時(shí)對(duì)控制柜的學(xué)習(xí);
4)三聯(lián)件和開關(guān)電源安裝采用內(nèi)藏式; 安全不易被碰撞;
5)上部型材門采用磁性開關(guān)檢測;正常工作開門會(huì)觸發(fā)檢測開關(guān),設(shè)備會(huì)報(bào)警;
6)控制板采用網(wǎng)孔式,方便電氣元件的安裝,無需配打開孔。
7)標(biāo)準(zhǔn)工作站包括上層輸送線和下層輸送線。上下輸送線可以對(duì)換安裝;
8)采用福馬輪做地腳,一體式調(diào)節(jié)方便;
9)人機(jī)界面和開關(guān)按鈕設(shè)計(jì)在上部型材門上,方便操作。
2.1.1、標(biāo)準(zhǔn)上層輸送線設(shè)計(jì)
該輸送線用于上層載具的輸送,同時(shí)可內(nèi)置高精度阻擋定位機(jī)構(gòu)、升降換向機(jī)構(gòu)、阻擋緩存機(jī)構(gòu)等,且能夠內(nèi)部自由調(diào)節(jié)安裝位置。此輸送線是通過異步電機(jī)驅(qū)動(dòng)同步輪,然后帶動(dòng)同步帶實(shí)現(xiàn)移載。
說明:
1)采用90W 異步減速調(diào)速電機(jī)驅(qū)動(dòng),同步,速比10,速度≦30m/Min;
2)可輸送負(fù)載5KG;
3)定位機(jī)構(gòu)可以在線體內(nèi)部移動(dòng)位置實(shí)現(xiàn)任意調(diào)節(jié);
4)可以移載寬204mm的載具;
5)采用耐磨帶鋼絲的聚氨酯同步帶輸送;
6)具有等待位功能,當(dāng)上一工位來料太快時(shí),可以增加一個(gè)阻擋機(jī)構(gòu)實(shí)現(xiàn)暫時(shí)阻檔;
7)可增加定位機(jī)構(gòu),用于實(shí)現(xiàn)載具定位;
8)采用型材30X30,30X60型材做主體結(jié)構(gòu);
2.1.2、高精度定位機(jī)構(gòu)設(shè)計(jì)
高精度定位機(jī)構(gòu)作為通用型定位組件,安裝于上層輸送線,每個(gè)單元的上層輸送線都有安裝此定位機(jī)構(gòu),通過定位機(jī)構(gòu)的定位銷對(duì)載具進(jìn)行精準(zhǔn)定位。被定位的載具會(huì)在上面完成本單元的工序。此機(jī)構(gòu)通過氣缸和直線軸承實(shí)現(xiàn)升降動(dòng)作,通過氣缸和阻擋塊實(shí)現(xiàn)阻擋動(dòng)作,通過定位銷和載具上的襯套實(shí)現(xiàn)定位。阻擋塊上加裝接近開關(guān),實(shí)現(xiàn)到位感應(yīng)。
說明:
1)定位精度±0.05mm;
2)外形尺寸約為:150mmX210mmX90mm;
3)采用球型和棱形定位銷;保證精度;
4)材料采用6061鋁合金和不銹鋼材質(zhì);
5)定位銷螺絲固定時(shí)采用雙疊型墊片或加螺絲膠,防止定位銷松動(dòng);
6)定位機(jī)構(gòu)可在上線體內(nèi)部任意調(diào)節(jié)位置;
2.2、
控制系統(tǒng)采用MITSUBISHI公司的Fx3u系列PLC。
2.2.1、FX3U系列PLC介紹
1) 第三代微型控制器 FX3U三菱PLC
2) 內(nèi)置高達(dá)64K大容量的RAM存儲(chǔ)器
3)內(nèi)置業(yè)界最高水平的高速處理0.065μS/基本指令
4)控制規(guī)模:16~384(包括CC-LINK I/O)點(diǎn)
5)內(nèi)置獨(dú)立3軸100kHz定位功能(晶體管輸出型)
6)基本單元左側(cè)均可以連接功能強(qiáng)大簡便易用的適配器
2.2.2、Fx3u系列PLC主要特點(diǎn)
1)最大384點(diǎn)的輸入輸出點(diǎn)數(shù)
可編程控制器上直接接線的輸入輸出(最大256點(diǎn))和網(wǎng)絡(luò)(CC-Link)上的遠(yuǎn)程I/O(最大256點(diǎn))的合計(jì)點(diǎn)數(shù)可以擴(kuò)展到384點(diǎn)。
2)可以連接的擴(kuò)展單元/模塊
輸入輸出的擴(kuò)展設(shè)備可以連接FX2N 系列的輸入輸出擴(kuò)展單元/模塊。此外,F(xiàn)X0N/FX2N/FX3U系列特殊功能單元/模塊最多可以連接8臺(tái)。
3)程序內(nèi)存
內(nèi)置了64K步的RAM內(nèi)存。此外, 可以通過使用存儲(chǔ)器盒, 將程序內(nèi)存變?yōu)榭扉W存儲(chǔ)器。
4)運(yùn)算指令
除了浮點(diǎn)數(shù)、字符串處理指令以外, 還具備了定坐標(biāo)指令等豐富的指令。
5)內(nèi)置RUN/STOP開關(guān)
可以通過內(nèi)置開關(guān)進(jìn)行RUN/STOP的操作。此外, 也可以從通用的輸入端子或外圍設(shè)備上發(fā)出RUN/STOP的指令。
6)支持RUN中寫入
通過計(jì)算機(jī)用的編程軟件, 可以在可編程控制器RUN時(shí)更改程序。
7)內(nèi)置時(shí)鐘功能
內(nèi)置了時(shí)鐘功能, 可以執(zhí)行時(shí)間的控制。
8)支持程序的遠(yuǎn)程調(diào)試
如果使用編程軟件(GX Developer), 可以通過連接在RS-232C功能擴(kuò)展板, 以及RS-232C通信特殊適配器上的調(diào)制解調(diào)器, 執(zhí)行遠(yuǎn)距離的程序傳送以及可編程控制器的運(yùn)行監(jiān)控
2.3、人機(jī)界面
每個(gè)PLC,都配有一臺(tái)臺(tái)灣威綸通觸摸屏,作為一機(jī)界面HMI。方便對(duì)本工作站狀態(tài)的實(shí)時(shí)查看與控制。
單元介紹與節(jié)拍
3.1、上料單元3.1.1、單元機(jī)構(gòu)設(shè)計(jì)
上料單元主要包括標(biāo)準(zhǔn)工作臺(tái)、底座料盤、底座工件、法蘭料盤、法蘭工件、6關(guān)節(jié)、機(jī)械整形組件、真空吸盤工裝組件等其他機(jī)構(gòu),主要實(shí)現(xiàn)底座工件整形,上料。
3.1.2、單元功能介紹
本單元是整個(gè)裝配柔性線的起點(diǎn),主要功能是從料盤取料,取出工件底座,放入到被定位的載具治具上。上料單元的執(zhí)行機(jī)構(gòu)主要由六關(guān)節(jié)機(jī)器人、機(jī)械整形機(jī)構(gòu)、高精度阻擋定位機(jī)構(gòu)、氣動(dòng)夾具、同步帶流水線等構(gòu)成。檢測裝置包括:負(fù)壓、接近開關(guān)、光電漫反射、磁性開關(guān)。
主要技術(shù)說明:
1)六關(guān)節(jié)機(jī)器人
以便于線體的升級(jí)和機(jī)器人的應(yīng)用升級(jí),選用了本公司生產(chǎn)的機(jī)器人。機(jī)器人的特點(diǎn):采用自主研發(fā)的運(yùn)動(dòng)控制器,集成各種生產(chǎn)工藝包,特別是集成了視覺功能,使機(jī)器人在帶視覺的應(yīng)用特別方便。 根據(jù)本項(xiàng)目的需求,選用了6Kg級(jí)的智能視覺機(jī)器人。
主要參數(shù)如下:
機(jī)器人不僅支持在線示教與在線編程,還支持本地通過U盤Copy程序或通過MES系統(tǒng)下載程序。
2)機(jī)器人工裝設(shè)計(jì)
通過氣動(dòng)夾具對(duì)工件進(jìn)行上下料
3)EtherCAT總線
工業(yè)以太網(wǎng)EtherCAT以高性能、靈活、同步和開放等顯著的特點(diǎn)得到廣泛應(yīng)用。保證其研發(fā)的EtherCAT具有良好的兼容性。工業(yè)機(jī)器人就是基于EtherCAT總線系統(tǒng),能方便的擴(kuò)展EtherCAT外圍設(shè)備。
4)高精度整形
為精確組裝,本工作臺(tái)設(shè)計(jì)一個(gè)機(jī)械整型功能。通過機(jī)械整形,精度可達(dá)0.05mm。
3.1.3、實(shí)驗(yàn)?zāi)康?br /> 1、了解上料單元的工作過程;
2、了解料盤缺料檢測;
3、了解傳動(dòng)機(jī)構(gòu)和執(zhí)行機(jī)構(gòu)的工作原理,
4、了解光電傳感器的原理和在此站的作用;
5、了解調(diào)速器對(duì)電機(jī)進(jìn)行控制的原理;
6、了解同步帶輸送線(上層輸送線)的結(jié)構(gòu)設(shè)計(jì)和工作原理;
7、了解平皮帶輸送線(下層輸送線)的結(jié)構(gòu)設(shè)計(jì)和工作原理;
8、了解真空吸盤的原理;
9、了解載具如何被定位,高精度阻擋定位機(jī)構(gòu)的設(shè)計(jì)結(jié)構(gòu)和工作原理;
10、學(xué)習(xí)PLC編程;
11、了解繼電器、電磁閥等電氣元件的應(yīng)用;
12、了解負(fù)壓傳感器的設(shè)置;
13、了解機(jī)械整形機(jī)構(gòu)的工作原理;
14、學(xué)習(xí)6關(guān)節(jié)機(jī)器人基本編程;
15、學(xué)習(xí)6關(guān)節(jié)機(jī)器人的示教上料操作;
16、學(xué)習(xí)6關(guān)節(jié)機(jī)器人通過拖動(dòng)示教上料操作;
17、PLC與機(jī)器人通訊原理;
3.1.4、人機(jī)界面
3.2、鎖螺絲單元
3.2.1、單元機(jī)構(gòu)定義
鎖螺絲單元主要包括標(biāo)準(zhǔn)工作臺(tái)、線軌直角機(jī)器人、開放式螺絲振動(dòng)盤、真空吸嘴工裝組件、電批組件等結(jié)構(gòu)。主要實(shí)現(xiàn)在工件上自動(dòng)鎖螺絲。
3.2.2、單元功能介紹
本單元是線軌直角機(jī)器人吸取螺絲自動(dòng)放到被定位的工件上,并擰緊。開方式螺絲振動(dòng)盤的功能是對(duì)螺絲工件進(jìn)行連續(xù)的排列出料。該單元的執(zhí)行機(jī)構(gòu)主要由三軸線軌直角機(jī)器人、開放式螺絲振動(dòng)盤、高精度定位機(jī)構(gòu)、帶真空吸嘴的數(shù)控電批、上下層流水線等構(gòu)成。檢測裝置包括:負(fù)壓傳感器、接近開關(guān)、光電漫反射傳感器、磁性開關(guān)、、光纖傳感器、原點(diǎn)開關(guān),扭矩傳感器。
鎖螺絲是實(shí)際工業(yè)具最基本的應(yīng)用,為了兼容工具的真實(shí)性與實(shí)訓(xùn)的方便性,用銷替代螺絲,用真空吸盤替代數(shù)控電批。在頻繁實(shí)訓(xùn)時(shí),可以降低工件盒的損耗。
主要技術(shù)說明:
1)線軌直角機(jī)器人
絲桿線軌設(shè)計(jì)的直角機(jī)器人驅(qū)動(dòng)采用步進(jìn)電機(jī),精度可達(dá)0.03mm; 絲桿直徑16mm,導(dǎo)程10mm;X、Y軸采用雙線軌雙滑塊,X、Y行程400mm;Z軸行程200mm。
3.2.3、實(shí)驗(yàn)?zāi)康?br /> 1)了解鎖螺絲單元的工作過程;
2)了解傳動(dòng)機(jī)構(gòu)和執(zhí)行機(jī)構(gòu)的工作原理;
3)了解光電傳感器的原理和在此站的作用;
4)了解繼電器、電磁閥的使用方法;
5)了解調(diào)速器對(duì)電機(jī)進(jìn)行控制的原理;
6)學(xué)習(xí)用PLC控制編程;
7)了解同步帶輸送線(上層輸送線)的結(jié)構(gòu)設(shè)計(jì)和工作原理;
8)了解平皮帶輸送線(下層輸送線)的結(jié)構(gòu)設(shè)計(jì)和工作原理;
9)了解真空吸盤的原理及應(yīng)用;
10)了解載具如何被定位,高精度阻擋定位機(jī)構(gòu)的設(shè)計(jì)結(jié)構(gòu)和工作原理;
11)學(xué)習(xí)線軌直角機(jī)器人基本編程;
12)學(xué)習(xí)線軌直角機(jī)器人的結(jié)構(gòu)原理及運(yùn)用;
13)了解步進(jìn)電機(jī)的原理;
14)學(xué)習(xí)電批的運(yùn)用;
15)了解光纖放大器的作用與原理;
16)了解振動(dòng)盤出料原理;
3.2.4、人機(jī)界面
3.3、視覺檢測單元
3.3.1、單元機(jī)構(gòu)設(shè)計(jì)
視覺檢測單元主要包括標(biāo)準(zhǔn)機(jī)臺(tái)、視覺檢測、紅外掃描槍組件等機(jī)構(gòu)。主要實(shí)現(xiàn)對(duì)組裝好的工件進(jìn)行檢測和數(shù)據(jù)讀取。
3.3.2、單元功能介紹
當(dāng)載具到達(dá)本工位時(shí),開啟檢測功能。包括檢測法蘭的尺寸是否合格,是否少螺絲(標(biāo)準(zhǔn)為4顆),以及法蘭是否是金屬材料。該單元的部件主要由金屬傳感器、工業(yè)相機(jī)、環(huán)形光源、紅外掃描槍、高精度定位機(jī)構(gòu)、上下層流水線等構(gòu)成。檢測裝置包括:工業(yè)相機(jī)、接近開關(guān)、光電漫反射傳感器、磁性開關(guān)。
主要技術(shù)說明:
1)法蘭視覺檢測
視覺系統(tǒng)由視覺主機(jī),工業(yè)相機(jī),鏡頭,光源組成。視覺主機(jī)通過千兆網(wǎng)口接入多個(gè)網(wǎng)絡(luò)接口的工業(yè)相機(jī)。視覺主機(jī)通過Modbusu接入PLC設(shè)備,當(dāng)被檢測物件到達(dá)時(shí),PLC觸發(fā)視覺系統(tǒng)采樣圖像,并進(jìn)行圖像處理、信號(hào)識(shí)別等先進(jìn)技術(shù)。并對(duì)法蘭尺寸參數(shù)進(jìn)行測量,并依據(jù)判別結(jié)果返回到上位機(jī)。視覺系統(tǒng)的尺寸測量,配合合適的鏡頭,能達(dá)到 um 級(jí)的測量精度。
本案的配置如下:
視覺主機(jī):10寸屏一體機(jī)
工業(yè)相機(jī):大華A5501MG20,用500W像素,分辨率2590*2048;
相機(jī)鏡頭:16mm焦距鏡頭。工作距離:200mm;
2)法蘭缺螺絲檢測
利用視覺系統(tǒng),在完成法蘭尺寸檢測后,進(jìn)一步檢測4個(gè)螺絲是否安裝到位。在視覺成象中,有螺絲與缺螺絲的圖象差別明顯,可方便檢測錯(cuò)是否漏打螺絲。
距離測量
檢測原理:測量兩條線段距離,檢測工件是否合格;
測量是否漏安裝
2)金屬檢測
本工位帶的電容式傳感器,用于檢測法蘭蓋是否為金屬。通過HMI,可以檢測金屬是良品,還是非金屬是良品,或者二者都為良品。
3.3.3、實(shí)驗(yàn)?zāi)康?br /> 1)了解視覺檢測單元的工作過程 ;
2)了解傳動(dòng)機(jī)構(gòu)和執(zhí)行機(jī)構(gòu)的工作原理,光電傳感器功能和在此站的作用以及繼電器的使用方法;
3)了解調(diào)速器對(duì)電機(jī)進(jìn)行控制的原理 ;
5)學(xué)習(xí)用PLC控制編程;
6)了解同步帶輸送線(上層輸送線)的結(jié)構(gòu)設(shè)計(jì)和工作原理;
7)了解平皮帶輸送線(下層輸送線)的結(jié)構(gòu)設(shè)計(jì)和工作原理;
8)了解工業(yè)視覺的工作原理及應(yīng)用,學(xué)習(xí)視覺主機(jī)的操作;
9)了解載具如何被定位,高精度阻擋定位機(jī)構(gòu)的設(shè)計(jì)結(jié)構(gòu)和工作原理;
10)了解光電傳感器的工作原理及運(yùn)用;
11)學(xué)習(xí)掃描槍的功能,了解與上位機(jī)通訊功能,把掃描的ID,與檢測的結(jié)果上傳到上位機(jī);
12)了解金屬檢測原理;
13)學(xué)習(xí)PLC的檢測結(jié)果與MES系統(tǒng)通訊;
3.3.4、人機(jī)界面
3.4.液壓單元
3.4.1、單元機(jī)構(gòu)設(shè)計(jì)
液壓單元主要包括標(biāo)準(zhǔn)機(jī)臺(tái)、液壓組件、貼標(biāo)簽機(jī)等機(jī)構(gòu),主要實(shí)現(xiàn)載具自動(dòng)貼標(biāo)簽。
3.4.2、單元功能介紹
貼標(biāo)簽機(jī)安裝在液壓結(jié)構(gòu)上。當(dāng)傳感器檢測到工件到達(dá)到本工位時(shí),控制系統(tǒng)觸發(fā)液壓機(jī)構(gòu)蓋章。
該單元主要執(zhí)行機(jī)構(gòu)由油缸、氣缸等構(gòu)成,檢測裝置包括磁性開關(guān)、光電傳感器、油壓檢測。
3.4.3、實(shí)驗(yàn)?zāi)康?br /> 1)了解液壓元件的工作原理及其應(yīng)用;
2)了解液壓技術(shù)的基本物理知識(shí);
3)了解液壓系統(tǒng)控制回路的設(shè)計(jì);
4)學(xué)習(xí)系統(tǒng)的安裝調(diào)試、故障診斷及排除;
5)了解油閥以及其他油路元器件的基本知識(shí);
6)編寫繪制該站原理圖
7)用PLC控制該站全過程操作并編寫程序
8)了解連桿傳動(dòng)機(jī)構(gòu)
液壓系統(tǒng)主要包括動(dòng)力元件、執(zhí)行元件、控制元件、輔助元件、液壓油
3.4.4、人機(jī)界面
3.5分揀單元
3.5.1、單元機(jī)構(gòu)設(shè)計(jì)
分檢單元主要包括標(biāo)準(zhǔn)機(jī)臺(tái)、氣動(dòng)直角機(jī)器人、廢料盒、紅外掃描槍、真空吸盤組件等機(jī)構(gòu)。主要實(shí)現(xiàn)對(duì)安裝好的工件進(jìn)行分檢,合格的通過,不合格的挑出。
3.5.2、單元功能介紹
分揀單元執(zhí)行機(jī)構(gòu)由XZ軸氣缸,夾爪氣缸等構(gòu)成。檢測裝置包括:RFID、工業(yè)相機(jī)、接近開關(guān)、光電漫反射傳感器、磁性開關(guān)。該站主要功能是:對(duì)待分檢的工件進(jìn)行掃描,讀到產(chǎn)品的ID號(hào)。用產(chǎn)品的ID號(hào),向MES請(qǐng)求該產(chǎn)品在檢測單元的檢測結(jié)果。合格產(chǎn)品進(jìn)入下一站即升降梯立體倉庫單元,不合格產(chǎn)品則抓取并丟入廢料盒。
主要技術(shù)說明
1)氣動(dòng)直角機(jī)器人
該氣動(dòng)直角機(jī)器人把不合格品從流水線放置到廢料盒。X軸氣動(dòng)有效行程700mm;Z軸氣動(dòng)有效行程400mm;氣壓≥0.6MPa。
2)機(jī)器人工裝
夾爪最大寬度60mm
3.5.3、實(shí)訓(xùn)目的
1)了解分檢單元?jiǎng)幼鳎?br /> 2)了解氣動(dòng)機(jī)械手的氣動(dòng)原理;
3)了解無桿氣缸的原理;
4)了解氣動(dòng)直角機(jī)器人機(jī)械結(jié)構(gòu)設(shè)計(jì);
5)了解異步電機(jī)的工作原理和實(shí)際應(yīng)用;
6)了解磁性開關(guān)和光電開關(guān)的實(shí)際應(yīng)用;
7)了解電機(jī)調(diào)速器的控制方式;
8)了解電磁閥、繼電器的工作原理和應(yīng)用;
9)了解紅外掃描槍的應(yīng)用;
10)學(xué)習(xí)掃描槍的功能,了解與上位機(jī)通訊功能,把掃描的ID,與檢測的結(jié)果上傳到上位機(jī);
11)學(xué)習(xí)編寫繪制該站氣路圖;
12)用PLC控制該站全過程操作并編寫程序;
13)了解該站與廢品單元、倉庫單元的通訊和編程;
3.5.4、人機(jī)界面
3.6、電梯式立體倉庫單元
3.6.1、單元機(jī)構(gòu)設(shè)計(jì)
電梯式立體倉庫單元由標(biāo)準(zhǔn)工作臺(tái)、電梯式立體倉庫構(gòu)成,主要實(shí)現(xiàn)工件自動(dòng)入庫及在線顯示倉庫信息。
3.6.2、單元功能介紹
升降梯立體倉庫單元執(zhí)行機(jī)構(gòu)由氣缸、步進(jìn)電機(jī)等構(gòu)成。檢測裝置包括:RFID、接近開關(guān)、光電漫反射傳感器、磁性開關(guān),該站的主要功能是:根據(jù)檢測單元的法蘭是不為金屬的檢測結(jié)果,對(duì)工件進(jìn)行分類,將金屬法蘭和尼龍法蘭分別放入不同的倉庫。該單元的部件主要由高精度定位機(jī)構(gòu)、上下層流水線等構(gòu)成。
主要技術(shù)說明
1)立體倉庫設(shè)計(jì)
支持4×4的16格庫位;總寬900~1000mm、負(fù)載12Kg。每個(gè)庫位都有傳感器,能檢測是否有料,可在線知道庫位狀態(tài),是否空閑。工作原理:X軸是線軌模組,Y軸是氣動(dòng)無桿缸,Z軸是鏈條式升降模組,工件夾取采用氣動(dòng)手指,旋轉(zhuǎn)采用擺動(dòng)氣缸。通過XZ的聯(lián)動(dòng),氣動(dòng)手指到達(dá)對(duì)應(yīng)的庫位,通過Y軸的移動(dòng)和擺動(dòng)氣缸以及氣動(dòng)手指實(shí)現(xiàn)工件的進(jìn)出倉。
2)立體倉庫管理軟件
在MES系統(tǒng)里,本工位的PLC與MES系統(tǒng)配合,實(shí)現(xiàn)立體倉庫管理,具有以下功能:
1、倉庫管理,定義存儲(chǔ)區(qū)和倉位。用以下存儲(chǔ)類型來表示實(shí)際的倉庫結(jié)構(gòu):
收貨區(qū),發(fā)貨區(qū),不良區(qū),退貨區(qū)等不同的區(qū);
2、從MES軟件平臺(tái)獲取立體倉庫執(zhí)行命令,并下達(dá)給立體倉庫PLC,執(zhí)行原料入庫、成品出庫、移庫、原料出料、成品回庫等動(dòng)作。實(shí)時(shí)采集立體倉庫執(zhí)行過程的各項(xiàng)數(shù)據(jù),包括立庫狀態(tài)、已抓取信號(hào)、已放料信號(hào)、原料入庫請(qǐng)求、成品回庫請(qǐng)求以及各種報(bào)警信號(hào)等。
3、實(shí)時(shí)顯示立體倉庫倉位庫存,實(shí)時(shí)顯示當(dāng)前執(zhí)行任務(wù)及排隊(duì)任務(wù),出入庫記錄,報(bào)警記錄等。
4、在HMI與看板上。顯示立體倉庫動(dòng)態(tài)庫存,作業(yè)狀態(tài)信息顯示,可實(shí)時(shí)顯示立體倉庫的庫存與作業(yè)信息;主要顯示信息:當(dāng)前任務(wù)單信息,庫位信息,物料名稱、物料編碼、出入庫倉位等。
3.6.3、實(shí)驗(yàn)?zāi)康?br /> 1)了解氣動(dòng)機(jī)械手的氣動(dòng)原理及應(yīng)用;
2)了解無桿氣缸的原理及應(yīng)用;
3)了解擺動(dòng)氣缸的功能及應(yīng)用;
4)了解真空皮碗的工作原理和功能;
5)學(xué)習(xí)編寫繪制該站氣路圖;
6)用PLC控制該站全過程操作并編寫程序;
7)了解改站與廢品單元、倉庫單元的通訊和編程;
8)立體倉庫操作原理;
10)學(xué)習(xí)鏈條式升降的工作原理;
11)學(xué)習(xí)立體倉庫的結(jié)構(gòu)設(shè)計(jì);
12)了解步進(jìn)電機(jī)的原理和編程應(yīng)用;
13)了解光電傳感器、磁性開關(guān)、原點(diǎn)開關(guān)的工作原理和實(shí)際應(yīng)用;
14)學(xué)習(xí)查看庫位信息;
15)了解電磁閥、繼電器的工作原理及應(yīng)用;
3.6.4、人機(jī)界面
3.7 轉(zhuǎn)角換向單元
3.7.1、單元機(jī)構(gòu)定義
轉(zhuǎn)角換向單元主要包括2個(gè)內(nèi)置換向組件的輸送線(和上層輸送線一樣)和2個(gè)線體換向組件。
主要技術(shù)說明
1)轉(zhuǎn)角換向機(jī)體采用50X50X3.2的方管焊接。
2)可內(nèi)置換向組件的輸送線(和上層輸送線一樣),技術(shù)參數(shù)和上層輸送線一致。
3)線體換向組件采用25W異步電機(jī),速比10,可調(diào)速,速度≦30M/min;采用耐磨帶鋼絲的傳輸帶輸送。
3.7.2、實(shí)驗(yàn)?zāi)康?br /> 1)了解本單元?jiǎng)幼鳎?br /> 2)了解氣缸的原理及應(yīng)用;
3)了解傳輸線結(jié)構(gòu)和傳動(dòng)原理
4)了解換向組件的結(jié)構(gòu)及動(dòng)作;
5)學(xué)習(xí)異步電機(jī)控制方式;
6)學(xué)習(xí)電磁閥、繼電器的應(yīng)用;
6)學(xué)習(xí)本單元PLC控制編程;
7)用PLC控制該站全過程操作并編寫程序;
8)學(xué)習(xí)光電傳感器、磁性開關(guān)、接近開關(guān)的應(yīng)用;
四、數(shù)字化信息總控系統(tǒng)
數(shù)字化信息主控系統(tǒng),負(fù)責(zé)整個(gè)系統(tǒng)的信息收集、匯總、通訊、監(jiān)控等方面工作,由管理員負(fù)責(zé)操作管理,它帶電源總控、MES軟件系統(tǒng)、生產(chǎn)電子看板、視頻監(jiān)控系統(tǒng),產(chǎn)線處的有數(shù)據(jù)均可從總控制臺(tái)收集獲取。數(shù)字化信息監(jiān)控系統(tǒng)由以下組成:
| 序號(hào) | 物料名稱 | 主要技術(shù)參數(shù) | 數(shù)量 |
| 1 | 主控臺(tái) | 2位組合,琴臺(tái)式操作臺(tái) | 1套 |
| 2 | MES系統(tǒng)服務(wù)器 | Dell服務(wù)器 | 1套 |
| 3 | 無線路由器 | 300M無線路由器,2.4G/5G 雙頻段 | 1套 |
| 4 | 生產(chǎn)電子看板 | 42寸高清顯示器,分辨率:1920x1080 | 1套 |
| 5 | 單元攝像頭 | 紅外線、低照度網(wǎng)絡(luò)攝像機(jī) | 7只 |
| 6 | 硬盤錄像機(jī) | 8路1TB硬盤錄像機(jī) | 1只 |
4.1、主控系統(tǒng)操作臺(tái)
琴臺(tái)式操作臺(tái),高密度木質(zhì)桌面、后部電氣安裝柜、采用前后開門方式設(shè)計(jì),2位組合式,第1柜為電源總控柜與視頻監(jiān)控系統(tǒng)、第2柜為MES系統(tǒng)服務(wù)器與MES系統(tǒng)顯示器。
4.2、生產(chǎn)電子看板
生產(chǎn)電子看板,采用42寸大顯示屏,通過立式支架。顯示4部分內(nèi)容:生產(chǎn)任務(wù)看板、工位狀態(tài)看板、質(zhì)量看板。如下
4.3、單元攝像頭
在每個(gè)單元上增加攝像裝置,可以遠(yuǎn)程實(shí)施監(jiān)控到單元運(yùn)行等實(shí)時(shí)狀態(tài),視頻錄像機(jī)實(shí)時(shí)對(duì)單元運(yùn)行視頻進(jìn)行錄制存貯,形成在線教材或視頻教材內(nèi)容;老師或管理人員可以遠(yuǎn)程監(jiān)測到實(shí)時(shí)加工狀態(tài),并且可以實(shí)時(shí)指導(dǎo)學(xué)生教學(xué)。
主要技術(shù)說明
1.產(chǎn)品類型:網(wǎng)絡(luò)攝像機(jī)
2.產(chǎn)品功能:紅外線、低照度
3.有效像素:1305水平x1049垂直
4.鏡頭參數(shù):3.6mm
5.最低照度:0.1Lux@(F1.2,AGC ON),0Lux with IR
6.水平清晰度:950TVL
7.電子快門:1/25秒至1/15,000秒
8.視頻輸出:1Vp-p Composite Output(75Ω/BNC)
9.產(chǎn)品電源:DC 12V±10%
10.電源功率:7W MAX
11.紅外照射距離:50-80米
4.4、硬盤錄像機(jī)
本網(wǎng)絡(luò)硬盤錄像機(jī)是集圖像處理技術(shù)、網(wǎng)絡(luò)技術(shù)、存儲(chǔ)技術(shù)、智能化技術(shù)和結(jié)構(gòu)技術(shù)等于一體的監(jiān)控存儲(chǔ)設(shè)備,支持主流品牌網(wǎng)絡(luò)攝像機(jī)的接入,可廣泛用于家庭、超市、酒店、商鋪等監(jiān)控領(lǐng)域。
主要技術(shù)參數(shù)
1.視頻輸入:16路BNC
2.視頻輸出:VGA輸出
4.視頻幀率:PAL:25Fps,NTSC:30Fps
6.存儲(chǔ):SATA接口
7.硬盤個(gè)數(shù):2個(gè)(最大支持2T)
11.網(wǎng)絡(luò)管理:以太網(wǎng)10M/100M自適應(yīng)
12.工作溫度:-10℃~+55℃
13.工作濕度:10%~90%
14.電源: DC12V
監(jiān)控畫面通過一個(gè),接在網(wǎng)絡(luò)硬盤錄像機(jī)接22寸顯示器,可多畫面顯示監(jiān)控畫面。顯示器嵌入在1號(hào)控制臺(tái)里。
MES管理系統(tǒng)
5.1、MES系統(tǒng)概述MES系統(tǒng)(制造執(zhí)行系統(tǒng))是數(shù)字化柔性加工制造的核心組成部分,與生產(chǎn)線系統(tǒng)、物流系統(tǒng)、工控系統(tǒng)等實(shí)時(shí)數(shù)據(jù)交互。能充分體現(xiàn)工業(yè)4.0 CPS系統(tǒng)核心價(jià)值,展示智能制造網(wǎng)絡(luò)化、信息化和智能化的核心軟件。同時(shí)該軟件與生產(chǎn)線、數(shù)字化看板系統(tǒng)、數(shù)據(jù)采集系統(tǒng)、一體化智能管控系統(tǒng)無縫對(duì)接,充分體現(xiàn)系統(tǒng)的完整性。系統(tǒng)采用B/S架構(gòu),可通過電腦、平板電腦、手機(jī)等終端隨時(shí)隨地遠(yuǎn)程登錄系統(tǒng);提供豐富的二次開發(fā)接口和個(gè)性化訂制服務(wù)。
5.2、MES系統(tǒng)構(gòu)架
5.2.2、MES系統(tǒng)模塊圖
MES帶有很強(qiáng)的行業(yè)特性,每行業(yè)應(yīng)用差別大。本方案是以生產(chǎn)組裝,測試,倉儲(chǔ)為主的生產(chǎn)流程。結(jié)合柔性生產(chǎn)線功能,MES系統(tǒng)如下:
5.2.3、MES業(yè)務(wù)流程
本方案部署的MES系統(tǒng),可以實(shí)現(xiàn)從APP下單,到生產(chǎn)計(jì)劃,資源調(diào)配,生產(chǎn)組裝,產(chǎn)品檢測,成品入庫。完成整個(gè)產(chǎn)品的生產(chǎn)過程。
5.3、數(shù)據(jù)采集與監(jiān)控
MES最大的價(jià)值就是數(shù)據(jù)和信息的轉(zhuǎn)換。如果把MES比喻為人,那么生產(chǎn)數(shù)據(jù)就相當(dāng)于人的血液系統(tǒng)。數(shù)據(jù)采集和通訊功能保證了信息集成化的實(shí)施。MES不單是面向生產(chǎn)現(xiàn)場的系統(tǒng),而是作為上、下兩個(gè)層次之間雙方信息的傳遞系統(tǒng),連結(jié)現(xiàn)場層和經(jīng)營層,通過實(shí)時(shí)數(shù)據(jù)庫傳輸基本信息系統(tǒng)的理論數(shù)據(jù)和工廠的實(shí)際數(shù)據(jù),并提供企業(yè)計(jì)劃系統(tǒng)與過程控制系統(tǒng)之間的通信功能,是應(yīng)用于企業(yè)的重要信息系統(tǒng)。離開生產(chǎn)數(shù)據(jù)采集,生產(chǎn)管理部門不能及時(shí)、準(zhǔn)確地得到工件生產(chǎn)數(shù)量;不能準(zhǔn)確分析設(shè)備利用率等瓶頸問題;無法準(zhǔn)確、科學(xué)地制定生產(chǎn)計(jì)劃;無法實(shí)現(xiàn)生產(chǎn)管理協(xié)同。可見,只有有效地實(shí)現(xiàn)生產(chǎn)數(shù)據(jù)的采集,才能使得MES系統(tǒng)從根本上解決車間管理中計(jì)劃跟蹤遲滯、設(shè)備利用率低、產(chǎn)品質(zhì)量難以提升等問題。
本系統(tǒng)MES的數(shù)據(jù)采集,實(shí)現(xiàn)了PLC數(shù)據(jù)采集與機(jī)器人數(shù)據(jù)采集。PLC通過RS485總線,Modbus協(xié)議與MES服務(wù)器通訊。PLC作為單元主控系統(tǒng),所有外投,如I/O,掃描槍,視覺相機(jī)等,由PLC入數(shù)據(jù)處理后,再上傳給MES系統(tǒng)。
5.4、工藝設(shè)計(jì)模塊
數(shù)字化工藝設(shè)計(jì)模塊,可方便導(dǎo)入第三方CAD等設(shè)計(jì)軟件的設(shè)計(jì)文檔和數(shù)據(jù),自動(dòng)對(duì)接物料清單,工序卡,工藝路徑。生成的工藝路線直接控制生產(chǎn)執(zhí)行系統(tǒng),生產(chǎn)線自動(dòng)安裝工藝路徑規(guī)劃,進(jìn)行傳輸與生產(chǎn)。
本模塊具有產(chǎn)品基礎(chǔ)信息、物料清單、工藝數(shù)據(jù)三大功能。產(chǎn)品基礎(chǔ)信息包含產(chǎn)品規(guī)格信息,產(chǎn)品編碼管理;物料清單包括物料清單維護(hù)、物料清單物料查詢;工藝數(shù)據(jù)項(xiàng)包括工序管理和工藝路線。
5.5、生產(chǎn)計(jì)劃模塊
該模塊需要包括基礎(chǔ)參數(shù)、需求訂單預(yù)測、主生產(chǎn)計(jì)劃(MPS)和物料需求計(jì)劃(MRP)等項(xiàng)目組成。主生產(chǎn)計(jì)劃(MPS)項(xiàng)包括主生產(chǎn)計(jì)劃運(yùn)算和主生產(chǎn)計(jì)劃維護(hù);物料需求計(jì)劃(MRP)包括MRP運(yùn)算、MRP維護(hù)和MRP下達(dá)等功能。通過生產(chǎn)計(jì)劃排單后,將生成生產(chǎn)工單,交給生產(chǎn)執(zhí)行模塊執(zhí)行。
5.6、生產(chǎn)執(zhí)行模塊
生產(chǎn)執(zhí)行系統(tǒng)旨在加強(qiáng)MRP計(jì)劃的執(zhí)行功能。把生產(chǎn)單通過執(zhí)行系統(tǒng),同車間作業(yè)現(xiàn)場控制系統(tǒng)聯(lián)動(dòng)。下達(dá)到車間的生產(chǎn)單,自動(dòng)通過自動(dòng)化立體倉庫實(shí)時(shí)管控系統(tǒng),下達(dá)批量出料命令,并自動(dòng)給參與生產(chǎn)的工位下發(fā)派工單,相應(yīng)工位信息終端自動(dòng)更新該派工單信息,實(shí)時(shí)顯示加工指南,生產(chǎn)進(jìn)度與所需原材料信息。
生產(chǎn)過程中,緊密結(jié)合RFID系統(tǒng),實(shí)時(shí)跟蹤生產(chǎn)進(jìn)度,并進(jìn)行生產(chǎn)進(jìn)度管理(WIP),通過每個(gè)工位的信息終端實(shí)時(shí)采集并上傳作業(yè)時(shí)間和狀態(tài),實(shí)時(shí)監(jiān)控生產(chǎn)進(jìn)度和作業(yè)狀態(tài),及時(shí)發(fā)現(xiàn)故障和問題。質(zhì)檢工位可建立工序報(bào)檢單或成品報(bào)檢單,進(jìn)入質(zhì)量管理模塊,進(jìn)行質(zhì)檢工作。
5.7、生產(chǎn)看板
MES看板包括四個(gè)部分:生產(chǎn)任務(wù)看板、工位狀態(tài)看板、質(zhì)量看板。其中生產(chǎn)任務(wù)看板包括生產(chǎn)任務(wù)號(hào)、班組、線體等元素。通過該看板,我們可以及時(shí)了解生產(chǎn)任務(wù)的生產(chǎn)計(jì)劃及產(chǎn)成數(shù)量,以及生產(chǎn)節(jié)拍計(jì)時(shí)等。該看板也為生產(chǎn)的前期準(zhǔn)備提供了信息,比如當(dāng)天需要生產(chǎn)什么。質(zhì)量看板顯示設(shè)備異常和生產(chǎn)異常信息的提示。設(shè)備看板可視化的顯示設(shè)備運(yùn)行狀態(tài)。
5.8、報(bào)表管理
根據(jù)任務(wù)單號(hào)、工序信息、產(chǎn)品質(zhì)量,設(shè)備運(yùn)動(dòng)行情況,分析并生成相應(yīng)的數(shù)據(jù)報(bào)表統(tǒng),作為生產(chǎn)線精益生產(chǎn)、工序優(yōu)化、生產(chǎn)線平衡等提供數(shù)據(jù)報(bào)表,以便于進(jìn)行生產(chǎn)優(yōu)化及相關(guān)精益生產(chǎn)的實(shí)訓(xùn)項(xiàng)目。包含:
1、生產(chǎn)日?qǐng)?bào)表:生產(chǎn)的每日統(tǒng)計(jì)報(bào)表;
2、生產(chǎn)月報(bào)表:生產(chǎn)數(shù)據(jù)的每月統(tǒng)計(jì)報(bào)表;
3、不良品報(bào)表:分類統(tǒng)計(jì)不良品類型和數(shù)據(jù);
4、設(shè)備運(yùn)行報(bào)表:自動(dòng)生成設(shè)備相關(guān)運(yùn)行數(shù)據(jù)報(bào)表;
5、設(shè)備運(yùn)維報(bào)表:分類展現(xiàn)設(shè)備的運(yùn)維信息;
5.9、立庫實(shí)時(shí)管理
立庫實(shí)時(shí)模塊,具有以下功能:
1、管理倉庫管理,定義存儲(chǔ)區(qū)和倉位。用以下存儲(chǔ)類型來表示實(shí)際的倉庫結(jié)構(gòu):收貨區(qū),發(fā)貨區(qū),不良區(qū),退貨區(qū),等不同的區(qū);
2、從生產(chǎn)執(zhí)行模塊獲取立體倉庫執(zhí)行命令,并下達(dá)給立體倉庫PLC,執(zhí)行原料入庫、成品出庫、移庫、原料出料、成品回庫等動(dòng)作。實(shí)時(shí)采集立體倉庫執(zhí)行過程的各項(xiàng)數(shù)據(jù),包括立庫狀態(tài)、已抓取信號(hào)、已放料信號(hào)、原料入庫請(qǐng)求、成品回庫請(qǐng)求以及各種報(bào)警信號(hào)等。
3、實(shí)時(shí)顯示立體倉庫倉位庫存,實(shí)時(shí)顯示當(dāng)前執(zhí)行任務(wù)及排隊(duì)任務(wù),出入庫記錄,報(bào)警記錄等
4、倉庫看板顯示。顯示立體倉庫動(dòng)態(tài)庫存,作業(yè)狀態(tài)信息顯示,可實(shí)時(shí)顯示立體倉庫的庫存與作業(yè)信息;主要顯示信息:當(dāng)前任務(wù)單信息,庫位信息,物料名稱、物料編碼、出入庫倉位等。
環(huán)形智能制造實(shí)訓(xùn)系統(tǒng),工業(yè)4.0柔性生產(chǎn)線實(shí)訓(xùn)平臺(tái)說明:
該方案包括上料單元(6關(guān)節(jié))、法蘭安裝單元(直角)、視覺檢測單元(RFID)、液壓單元、分檢單元(氣動(dòng)直角)、入庫(6關(guān)節(jié))、總控臺(tái)、MES系統(tǒng)。此布局呈口字直線型安裝,每站之間相互連接固定,整體結(jié)構(gòu)簡潔清爽易實(shí)訓(xùn)觀察,更方便維修。熱門實(shí)訓(xùn)室:仿真電梯模型
如對(duì)本產(chǎn)品/文章:智能制造實(shí)驗(yàn)室教學(xué)設(shè)備,柔性制造實(shí)訓(xùn)教具有任何疑問請(qǐng)隨時(shí)聯(lián)系我們,我們將盡力為您提供最全的實(shí)訓(xùn)室建設(shè)方案和最優(yōu)質(zhì)的服務(wù)
本文分享鏈接:http://m.cn1656.com/cpzh/4468.html
常見問題:
問題①:你們公司都有什么資質(zhì)?
答:我們中人公司是國家注冊(cè)的生產(chǎn)商,具有專利證書、軟件著作權(quán)等生產(chǎn)型企業(yè)應(yīng)當(dāng)具備的資質(zhì),并且我們生產(chǎn)的【智能制造實(shí)驗(yàn)室教學(xué)設(shè)備,柔性制造實(shí)訓(xùn)教具】都是100%測試才允許出廠的。
問題②:如果我們單位購買【智能制造實(shí)驗(yàn)室教學(xué)設(shè)備,柔性制造實(shí)訓(xùn)教具】是否包含安裝調(diào)試培訓(xùn)服務(wù)?
答:我們所有設(shè)備如果沒有注明“不含安裝/調(diào)試/培訓(xùn)”等字樣(舉例:【智能制造實(shí)驗(yàn)室教學(xué)設(shè)備,柔性制造實(shí)訓(xùn)教具】不含安裝調(diào)試培訓(xùn),含運(yùn)費(fèi)。),都是可以包安裝調(diào)試培訓(xùn)的。
問題③:你們能提供【智能制造實(shí)驗(yàn)室教學(xué)設(shè)備,柔性制造實(shí)訓(xùn)教具】的整體實(shí)訓(xùn)室的建設(shè)方案嗎?
答:如果您對(duì)我們的【智能制造實(shí)驗(yàn)室教學(xué)設(shè)備,柔性制造實(shí)訓(xùn)教具】有意向,可以來電咨詢或者咨詢企業(yè)QQ:2198972893。讓我們客服為您量身定做一個(gè)方案或者提供我們現(xiàn)有的方案。同時(shí)需要您留下貴單位的全稱,方便我們做報(bào)告。
這些是最新的
- 雙面工業(yè)液壓與PLC控制氣動(dòng)實(shí)驗(yàn)臺(tái)
- 單面氣動(dòng)(加機(jī)械手)PLC控制教學(xué)綜合實(shí)驗(yàn)臺(tái)
- 透明液壓展示原件
- 單面氣動(dòng)PLC控制綜合實(shí)驗(yàn)臺(tái)
- 雙面氣動(dòng)PLC控制綜合實(shí)驗(yàn)臺(tái)
- 氣動(dòng)液壓PLC控制綜合實(shí)驗(yàn)臺(tái)
- 透明液壓元件
- 起重機(jī)液壓傳動(dòng)實(shí)驗(yàn)裝置
- 光機(jī)電液氣一體化實(shí)訓(xùn)裝置
- 裝載機(jī)液壓傳動(dòng)實(shí)驗(yàn)裝置
- 起重機(jī)液壓實(shí)驗(yàn)臺(tái)
- 液壓挖掘機(jī)實(shí)訓(xùn)臺(tái)
- 挖掘機(jī)液壓傳動(dòng)實(shí)驗(yàn)裝置
- 液壓裝載機(jī)實(shí)訓(xùn)臺(tái)
- 正面吊機(jī)械實(shí)訓(xùn)臺(tái)
熱門排行
